


 英语
英语 俄语
俄语 西班牙语
西班牙语 阿拉伯语
阿拉伯语
Шкала использования пресс-форм для ПЭТ-преформ
В производстве Преформа ПЭТ-бутылки необходимо использовать его материал, хотя готовые преформы бутылок относительно прочные и долговечные, водо- и огнестойкость относительно хорошие , но его материал относительно слаб после сравнения, то при использовании, как сохранить его материал? Давайте посмотрим на это.
1, обратите внимание на степень влажности: в случае заготовок для бутылок для домашних животных для сохранения информации о правильном лекарстве, зачем так говорить? Требования к влажности у разных материалов разные, порошок обязательно сухой, а гранулированный чуть ниже, чем у него, но требования к влажности у них относительно высокие.
2, обратите внимание на противопожарную защиту: при использовании времени также очень важна противопожарная защита, пластиковый материал, который мы все знаем, не только более легко воспламеняется, но и горящий будет более густым черным дымом, и подавить это пламя станет сложнее , поэтому, чтобы сэкономить время, чтобы сохранить слова, профилактика пожаров, безусловно, является наиболее важной.
Хорошая заготовка ПЭТ-бутылки, безусловно, неотделима от хорошего сырья, поэтому на данном этапе мы смотрим на качество сырья, и сохранение требований к трубе определенно очень хорошее.
Теперь масштаб использования формы для преформ для бутылок более распространен, ее энергосбережение, длительный срок службы и другие характеристики, поэтому ее любят все больше и больше производителей продукции. Итак, каковы факторы, влияющие на литье бутылок для струйной обработки? Давайте углубляем наше понимание.
Во-первых, полимер в экструзионной машине транспортирует, плавит, смешивает, откачивает формование для стадии формирования преформы; на этом этапе факторами, влияющими на распределение толщины стенок, являются.
1, молекулярно-массовое распределение материала и средний молекулярный вес.
2, система контроля температуры выдувной машины и скорость шнека, система контроля температуры содержит температуру бункера, температуру бочки 1 зоны, 2 зоны, 3 зоны, 4 зоны, температуру фланца и температуру хранения головка 1 зона, 2 зоны, 3 зоны, 4 зоны.
Во-вторых, стадия выдавливания профиля из зазора между кромкой матрицы и сердечником матрицы называется стадией подачи вниз. В настоящее время обычным явлением является расширение преформы из пресс-формы и драпировка преформы. Элементами, влияющими на эти два явления, являются: диаметр штампа выдувной формовочной машины и система контроля толщины стенки, в которой система управления содержит систему контроля толщины осевой стенки, систему контроля толщины окружной стенки, которая используется для регулировки зазора между полость и ядро.
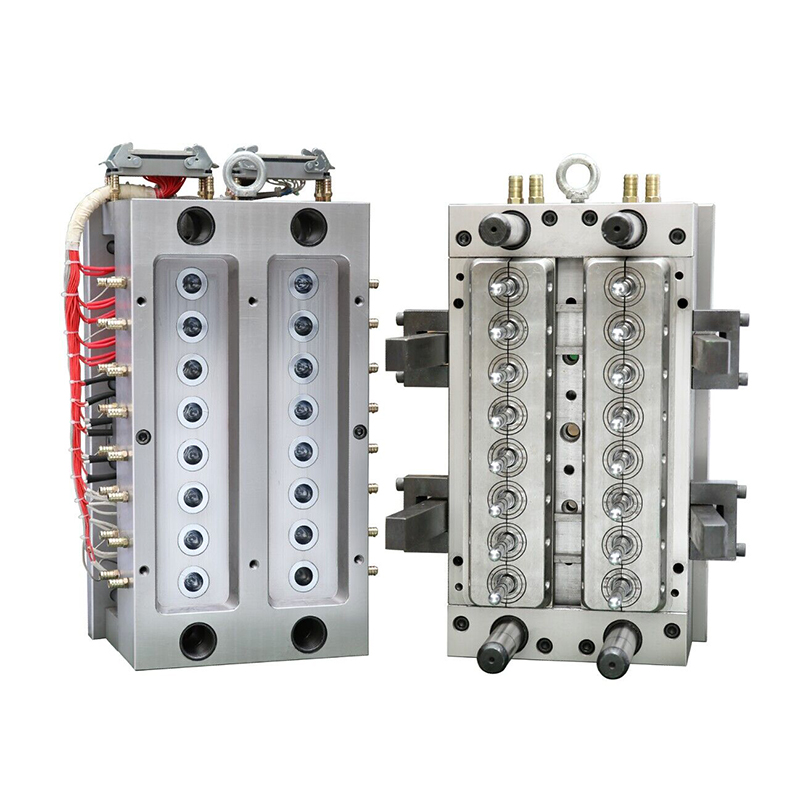
Пресс-форма для преформ ПЭТ с 16 полостями
| наименование товара | Пресс-форма для преформ ПЭТ с коротким хвостом, 16 гнезд |
| Сталь сердечника и полости | S136,FS636,632 (китайская сталь) ASSAB S136(Швеция) |
| Основа пресс-формы | P20,4Cr13, стандартная пресс-форма |
| Твердость стали: | HRC32-35 для ползунов и стриппера и других пластин |
| HRC49-51 для материала сердцевины и полости. | |
| HRC49-51 для горловины и стопорного кольца | |
| Пластиковый материал | ПЭТ смола |
| Номер полости | 1х8, 1х12,1х16, |
| Система впрыска | Короткий хвост |
| Эжекторная система | Съемник пластины |
| Время цикла | В зависимости от веса преформы |
| Срок поставки | 45-60 дней |
| срок службы пресс-формы | Не менее 3 миллионов выстрелов |
| Гарантийное время | Один год или 1 миллион выстрелов |
 +86-15157625901 / 13706572756
+86-15157625901 / 13706572756 info@suncomold.com
info@suncomold.com  No.2 Gongxin Avenue, Beicheng Street, Huangyan, Taizhou, Zhejiang, China
No.2 Gongxin Avenue, Beicheng Street, Huangyan, Taizhou, Zhejiang, China