


 英语
英语 俄语
俄语 西班牙语
西班牙语 阿拉伯语
阿拉伯语
При введении ПЭТ в Пресс-форма для ПЭТ-преформ , на заготовку наносится тонкий слой другого металла. Это гладкое покрытие делает поверхность формы гладкой и обеспечивает превосходную отделку. После изготовления пресс-форм для ПЭТ-преформ изделие погружают в химический раствор, содержащий отделочный агент. Это покрытие из другого металла защищает пресс-форму для ПЭТ-преформ и делает ее устойчивой к износу.
Процессы выдувания и литья под давлением часто совмещают в одной машине, что делает их лучшими для производственных линий малого и среднего размера. Оба процесса одинаково эффективны при производстве преформ, но процесс выдувания лучше подходит для крупномасштабных производственных линий. Ниже перечислены некоторые советы по выбору лучшей пресс-формы для ПЭТ-преформ для ваших нужд. Вы также можете подумать об изменении размера формы для выполнения, чтобы приспособиться к изменениям.
Конструкция пресс-формы для ПЭТ-преформ включает в себя множество факторов, в том числе конструкцию самой пресс-формы, установку пресс-формы в прессе и обеспечение контроля температуры. В дополнение к пресс-форме необходимо тщательно рассмотреть инструменты для отделки, такие как сверлильные станки, насадки для полировки, охлаждающие приспособления и калибры. StackTeck предлагает бесплатные консультации и испытания пресс-форм. Для получения дополнительной информации, пожалуйста, свяжитесь с представителем в Канаде.
Системы клапанных затворов помогают поддерживать хорошее рабочее окно и снижают нагрузку на ПЭТ-преформу. Для систем клапанных затворов обычно требуется пресс-форма большего размера, поскольку для смещения рабочего механизма требуется горячеканальная система. Клапанный затвор также помогает свести к минимуму занимаемую пресс-формой площадь, что имеет решающее значение для долговечности пресс-формы. И, в отличие от обычных литниковых втулок, система Sigler не требует внешней операции.
Пресс-форма для ПЭТ-преформ состоит из двух половин, закрепленных на опорных пластинах. В этих пластинах просверлены отверстия для прохождения охлаждающей воды и пара. Опорные пластины также содержат направляющие штифты для выравнивания двух половин. Форма и опорные пластины вместе образуют форму для ПЭТ-преформ. Если эти шаги не будут выполнены должным образом, детали не будут такими гладкими и не будут иметь желаемого качества. Если вы хотите повысить качество и стабильность своей продукции, вы всегда можете обратиться в компанию, которая специализируется на производстве пресс-форм для ПЭТ-преформ.
Пресс-формы Taizhou Shunke Molding Co., Ltd спроектированы с высокой точностью и имеют долгий послужной список качества и надежности. Их высокоточное проектирование гарантирует, что они перерабатывают первичный ПЭТ, хлопья вторичного ПЭТФ и гранулы вторичного ПЭТФ. Широкий диапазон параметров обеспечивает оптимальную производительность и может быть настроен в соответствии с вашими потребностями. Если вы хотите заработать больше денег с пресс-формами для ПЭТ-преформ, обратите внимание на Taizhou Shunke Molding Co., Ltd. Наши высококвалифицированные инженеры помогут вам спроектировать эффективную и действенную линию литья ПЭТ-преформ под давлением.
Пресс-форма для ПЭТ-преформ должна быть сконструирована в соответствии с высочайшими стандартами качества. Качественная пресс-форма должна выдерживать более 2,5 миллионов инъекций с теми же характеристиками качества. Вкладыш формы должен быть изготовлен из стали ASSAB s136 или DIN 1.2316. Эта сталь является лучшей из доступных с точки зрения качества и точности. Материал, используемый для изготовления пресс-форм для ПЭТ-преформ, не подвержен ржавчине и способен выдерживать высокие температуры.
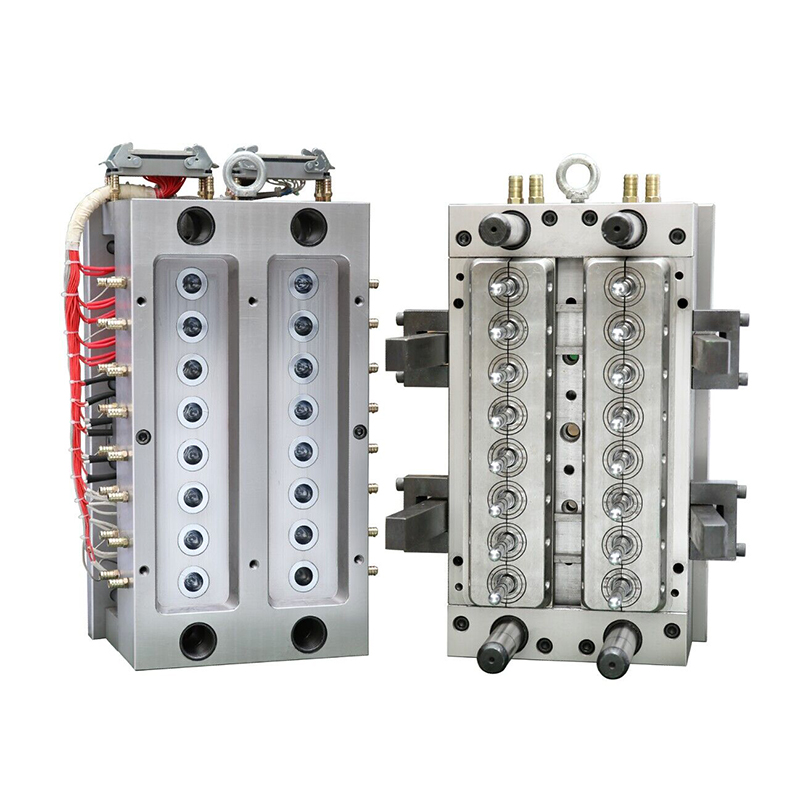
Пресс-форма для преформ ПЭТ с 16 полостями
| наименование товара | Пресс-форма для преформ ПЭТ с коротким хвостом, 16 гнезд |
| Сталь сердечника и полости | S136,FS636,632 (китайская сталь) ASSAB S136(Швеция) |
| Основа пресс-формы | P20,4Cr13, стандартная пресс-форма |
| Твердость стали: | HRC32-35 для ползунов и съемников пластин и других пластин |
| HRC49-51 для материала сердцевины и полости. | |
| HRC49-51 для горловины и стопорного кольца | |
| Пластиковый материал | ПЭТ смола |
| Номер полости | 1х8, 1х12,1х16, |
| Система впрыска | Короткий хвост |
| Эжекторная система | Съемник пластины |
| Время цикла | В зависимости от веса преформы |
| Срок поставки | 45-60 дней |
| срок службы пресс-формы | Не менее 3 миллионов выстрелов |
| Гарантийное время | Один год или 1 миллион выстрелов |
 +86-15157625901 / 13706572756
+86-15157625901 / 13706572756 info@suncomold.com
info@suncomold.com  No.2 Gongxin Avenue, Beicheng Street, Huangyan, Taizhou, Zhejiang, China
No.2 Gongxin Avenue, Beicheng Street, Huangyan, Taizhou, Zhejiang, China