


 英语
英语 俄语
俄语 西班牙语
西班牙语 阿拉伯语
阿拉伯语
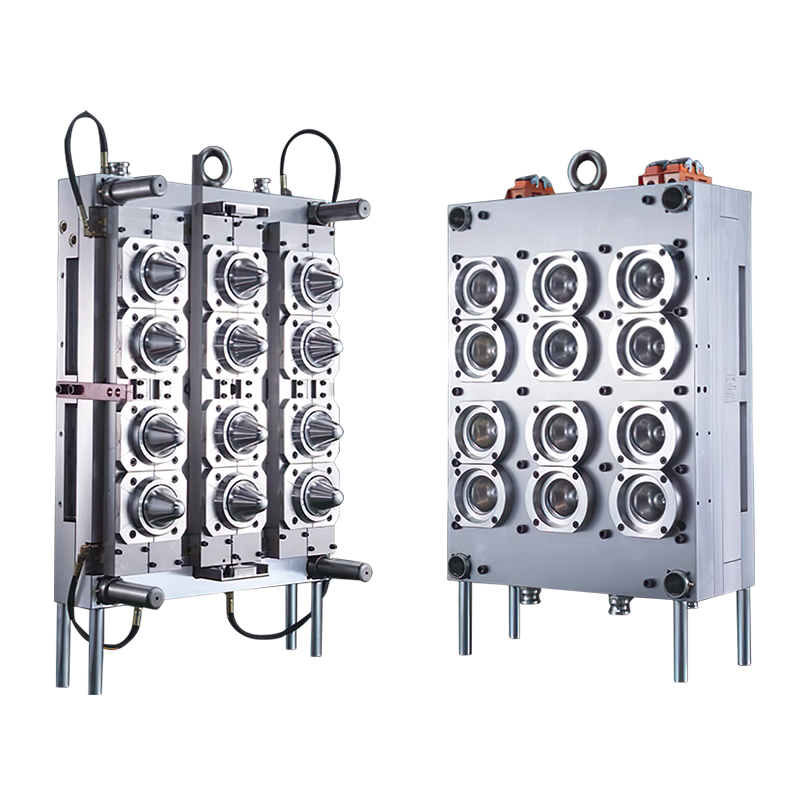
Форма – это инструмент, используемый для изготовления фигурных предметов. Этот инструмент состоит из различных частей. Различные формы состоят из разных частей. Он в основном реализует обработку формы объекта за счет изменения физического состояния формируемого материала. Тогда почему трескается закалочная форма?
Форма – это инструмент, используемый для изготовления фигурных предметов. Этот инструмент состоит из различных частей. Различные формы состоят из разных частей. Он в основном реализует обработку формы объекта за счет изменения физического состояния формируемого материала. Тогда почему трескается закалочная форма?
Причины трещин:
1) Материал пресс-формы имеет сильную сетчатую сегрегацию карбида.
2) В пресс-форме присутствует механическая или холодная пластическая деформация.
3) Неправильная термообработка пресс-формы (слишком быстрый нагрев или охлаждение, неправильный выбор закалочной охлаждающей среды, слишком низкая температура охлаждения, слишком длительное время охлаждения и т. д.).
4) Форма имеет сложную форму, неравномерную толщину, острые углы и резьбовые отверстия и т. д., что вызывает чрезмерное термическое напряжение и напряжение тканей.
5) Температура нагрева при закалке формы слишком высока, чтобы вызвать перегрев или пережог.
6) После закалки формы закалка несвоевременна или время выдержки закалки недостаточно.
7) При ремонте формы и закалке ее снова нагревают и закаливают без промежуточного отжига.
8) Если пресс-форма подвергается термообработке, процесс шлифования неправильный.
9) При электроэрозионной обработке после термической обработки формы в упрочненном слое возникают высокие растягивающие напряжения и микротрещины.
Меры предосторожности:
1) Строго контролировать внутреннее качество сырья для пресс-форм.
2) Улучшите процесс ковки и сфероидизирующего отжига, устраните сетчатые, ленточные и цепные карбиды и улучшите однородность сфероидизирующей структуры.
3) После механической обработки или холодной пластической деформации форма должна быть подвергнута отжигу для снятия напряжений (>600 ° в) перед нагревом и закалкой.
4) Для форм сложной формы следует использовать асбест для блокировки резьбовых отверстий, а также заворачивать опасные участки и тонкие стенки, а также применять градуированную закалку или аустенизацию.
5) При ремонте или восстановлении пресс-форм требуется отжиг или высокотемпературный отпуск.
6) Форма должна быть предварительно нагрета при закалке и нагреве, а при охлаждении должны быть приняты меры по предварительному охлаждению, и должна быть выбрана подходящая закалочная среда.
7) Температура и время закалочного нагрева должны строго контролироваться, чтобы предотвратить перегрев и перегорание пресс-формы.
8) После того, как форма закалится, ее следует вовремя закалить, и время выдержки должно быть достаточным. Высоколегированные сложные формы должны быть отпущены 2-3 раза.
9) Выберите правильный процесс шлифования и подходящий шлифовальный круг.
10) Улучшить процесс электроэрозионной обработки пресс-формы и выполнить отпуск для снятия напряжения.
 +86-15157625901 / 13706572756
+86-15157625901 / 13706572756 info@suncomold.com
info@suncomold.com  No.2 Gongxin Avenue, Beicheng Street, Huangyan, Taizhou, Zhejiang, China
No.2 Gongxin Avenue, Beicheng Street, Huangyan, Taizhou, Zhejiang, China